Il metodo kanban per la gestione delle scorte
Sistema di gestione scorte
Approfondimenti sul Lean Management
Cosa è il metodo kanban?
Una precisazione è doverosa, oggi il termine kanban viene utilizzato sia nel settore dello sviluppo software (il metodo si ispira ai principi agile nel project management) sia in ambito produzione legato alla gestione delle scorte, in questo articolo parlo del secondo.
Gli obiettivi della tecnica kanban (fondamentalmente) sono quelli di evitare rotture di stock, prevenire la sovrapproduzione ed introdurre un sistema di gestione delle scorte razionale e tirato dalla domanda. Introdotto nel Toyota Production System a metà del secolo scorso il termine deriva da “kan” (看), ovvero visuale, e “ban” (板) che significa segnale.
Oggi la tecnica è largamente utilizzata in magazzini ed ambienti produttivi in tutto il mondo, in sostanza ha un posto in prima fila in ambito Lean Production. Una tecnica tutto sommato semplice da standardizzare che rivoluziona il sistema di approvvigionamento merci impattando fortemente su uno dei 7 principali “Muda” (sprechi) della Lean Production, la sovrapproduzione.
Vale per ogni attività di produzione?
Si e no, il suo utilizzo risulta particolarmente utile in magazzino ed in ambienti di produzione/assemblaggio con molti elementi di minuteria e/o parti di assemblaggio soggetti ad approvvigionamento da fornitori terzi. Risulta, infatti, particolarmente utile proprio nella gestione delle scorte, si mette ordine attraverso la standardizzazione di politiche di approvvigionamento guidate da logiche di produzione di tipo pull. Tuttavia la Lean non è un sistema rigido e seppure con impatti minori questa tecnica può essere utilizzata un pò ovunque.
Come tutti gli strumenti Lean non è un qualcosa di rigido fatto di implementazioni copia/incolla, ogni magazzino/ambiente produttivo/ufficio acquisti ha le proprie peculiarità e caratteristiche. Il kanban fornisce le linee guida che poi vanno adattate al singolo contesto ed alla specificità Aziendale.
Come funziona la tecnica kanban
Aziende molto strutturate oggi utilizzano software e letture di codici a barre in fase di prelievo merce e non parlerò di questo, piuttosto intendo spiegare la logica (filosofica) che c’è dietro al kanban in quanto l’implementazione può essere fatta in tantissimi modi diversi, non basterebbe un libro di discrete dimensioni per esporli tutti.
Per semplificare la spiegazione utilizzo di nuovo un esempio, torniamo a parlare delle esigenze della fantomatica Azienda che assembla asciugacapelli di cui ho scritto nell’articolo sul Lean Thinking.
L’azienda assembla tra 120.000 e 250.000 asciugacapelli ogni mese (domanda variabile e stagionalità), ogni prodotto finito è composto da 10 diversi elementi (si probabilmente sono molti di più ma questo è un esempio), ciascuno di questi elementi proviene da fornitori differenti con lead time (tempi di consegna) differenti:
- Elemento 1 – Lead Time 5gg* – Fornitore 1 – Pezzi necessari per ogni prodotto 1
- Elemento 2 – Lead Time 20gg* – Fornitore 2 – Pezzi necessari per ogni prodotto 1
- Elemento 3 – Lead Time 60gg* – Fornitore 3 – Pezzi necessari per ogni prodotto 3
- Elemento 4 – Lead Time 17gg* – Fornitore 4 – Pezzi necessari per ogni prodotto 1
- Elemento 5 – Lead Time 25gg* – Fornitore 5 – Pezzi necessari per ogni prodotto 4
- Elemento 6 – Lead Time 15gg* – Fornitore 1 – Pezzi necessari per ogni prodotto 1
- Elemento 7 – Lead Time 10gg* – Fornitore 6 – Pezzi necessari per ogni prodotto 2
- Elemento 8 – Lead Time 40gg* – Fornitore 4 – Pezzi necessari per ogni prodotto 1
- Scatola – Lead Time 20gg* – Fornitore 7 – Pezzi necessari per ogni prodotto 1
- Manuale – Lead Time 5gg* – Fornitore 8 – Pezzi necessari per ogni prodotto 1
* Lavorativi
Ogni asciugacapelli assemblato si porta quindi dietro necessità di riapprovvigionamento merci, vediamo come si potrebbe fare per minimizzare i costi di magazzino ed efficientare il sistema di approvvigionamento al fine di evitare rotture di stock.
Per semplificare prendo in considerazione solo uno degli elementi di assemblaggio sopra descritti, L’elemento 1 ed un periodo stagionale di picco (250.000pz), quindi la necessità di assemblare circa 12.500 pz al giorno quindi:
- L’elemento 1 è una piccola vite, per assemblare 12.500 asciugacapelli servono quindi 12.500 viti al giorno lavorativo
- Ogni confezione di viti consegnata dal fornitore è di 5.000pz
- Considero 20gg lavorativi
- Il lead time del fornitore per le viti è di 5gg lavorativi
- Il minimo di ordine concordato è di 40 confezioni (200.000pz)
Seguendo le logiche del Toyota Production System del secolo scorso uno dei modi di gestione potrebbe essere il seguente: Si definisce innanzitutto quale deve essere la soglia minima di magazzino che prevenga la rottura di stock considerando i tempi di consegna del fornitore, in tal caso la necessità è di 12.500 pz al giorno ed il fornitore impiega 5 gg a consegnare, di conseguenza (al fine di evitare rottura di stock) dobbiamo avere un magazzino minimo di 62.500pz, considerando eventuali imprevisti facciamo 70.000 quindi 14 confezioni.
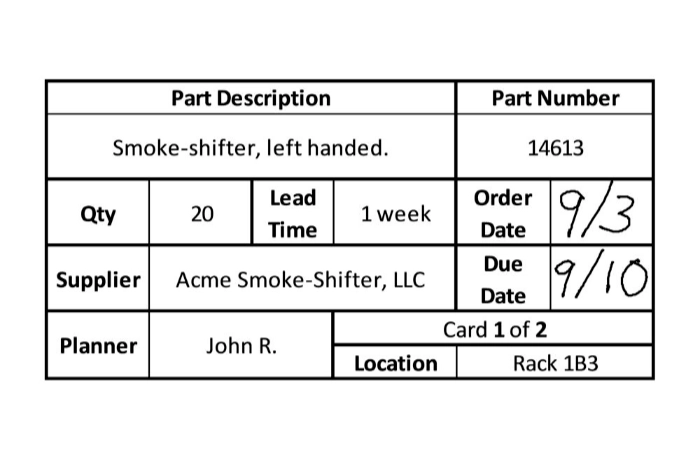
Una volta definita la necessità si realizza un cartellino (kanban) specifico per la vite, questo cartellino contiene tutti i dati del prodotto, incluso a cosa serve, il fornitore, il minimo di ordine ed i tempi di approvvigionamento.
Arriva una prima fornitura di 40 scatole, 26 vanno posizionate in una scaffalatura (che possiamo definire “circolante”) e 14 in una seconda scaffalatura dedicata alla gestione del sistema kanban (che chiamiamo appunto “kanban”), nella posizione della scaffalatura “kanban” dedicata alla vite viene applicata una tasca davanti ai prodotti che contiene il cartellino della vite. In un punto strategico del magazzino viene posizionata una lavagna cosiddetta “kanban” simile a quelle utilizzate per contenere i cartellini da timbrare dei collaboratori.
L’operatore o il magazziniere preleva le scatole delle viti di cui ha bisogno dalla scaffalatura “circolante”, una volta terminate le scatole in quella scaffalatura passa alla scaffalatura “kanban”, nel momento in cui preleva la prima scatola da quella scaffalatura preleva anche il cartellino e lo posiziona in una tasca della lavagna. L’addetto agli acquisti passa 1,2,3 volte al giorno (quelle che servono) dalla lavagna, preleva i cartellini ed effettua gli ordini dei materiali. Quando arriverà la fornitura il magazziniere provvederà a ripristinare la scorta di 14 scatole nella scaffalatura kanban riposizionando il cartellino ed il ciclo ricomincia. Finito!
Come puoi ben immaginare si tratta in fondo di un sistema di comunicazione interna, standardizzazione di un processo e monitoraggio scorte altamente efficiente, semplice ma efficace.
Per concludere
Sopra ho esposto un esempio molto semplice di un Azienda che assembla un unico prodotto senza inserire le tante variabili possibile, mi premeva far chiaro il concetto che c’è dietro. Oggi giorno Aziende molto strutturate hanno sistemi automatizzati con codici a barre che gestiscono questo processo senza la necessità di oggetti fisici come lavagne e cartellini, tuttavia, la logica di approvvigionamento rimane quella, molti supermercati ad esempio hanno fatto di questa tecnica un punto di forza gestendo le richieste di riapprovvigionamento degli scaffali in maniera digitale.
Ciò non toglie ad un Azienda che non ha le disponibilità economiche per sistemi automatizzati la possibilità di implementare con successo un sistema kanban “analogico” fatto di cartellini e lavagne, i vantaggi li gode lo stesso e tutti, basta progettarlo bene.